







 1253 / 1526
1253 / 1526

ENGINE
85
Fig. 8
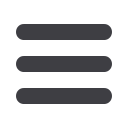
Fig. 9
Fig. 10
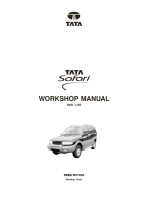
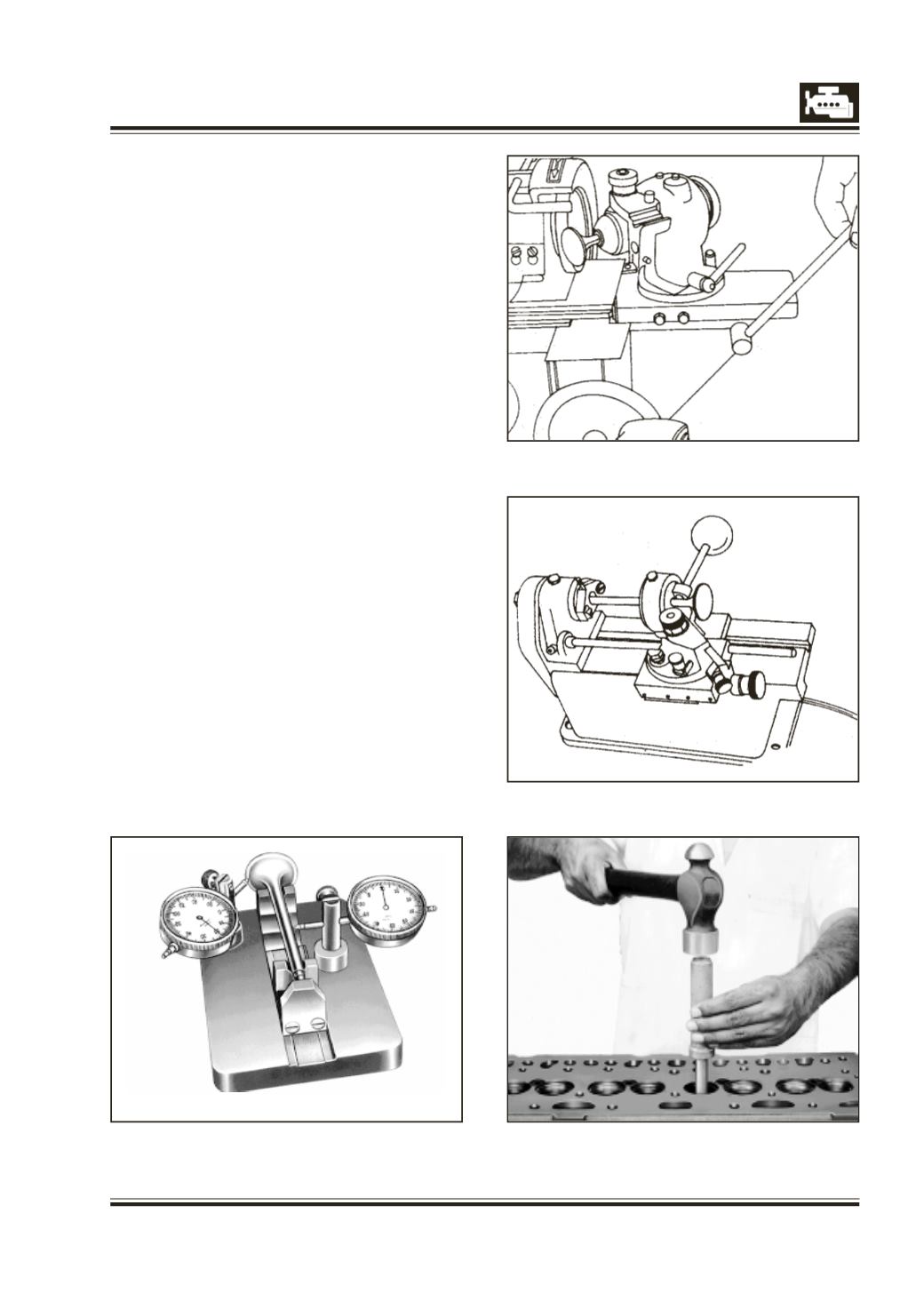
Fig. 7
GRINDING OF VALVES
1 Clean removed valves. Remove oil deposit, carbon,
etc.
2 Check valve for runout and damages Fig. 7. Valves
with bent stem or burnt heads should be replaced.
Noattempt shouldbemade tostraightenbent valves.
3 In case valve is free fromany defects other thanworn
out seat, it can be re-machined on a valve grinding
machine as follows
a. Clamp valve on valve grindingmachine jaws as close
as possible to valve head.
b. Adjust grinding angle on graduated scale to achieve
correct valve seat angle.
c. Feedvalve slowly towards grindingwheel until wheel
just touches valve head. Fig. 8.
d. Grind at low feed until valve seat is just clean all
around.
e. Valve stemtip canbe ground to 0.5mmmaximumto
clear pitting/wear on a valve grinder with suitable
attachment.
NOTE
Following the grinding, valve head thickness
should not be less than specified value.