







 689 / 1575
689 / 1575

BRAKES
35
BRAKES
DISC INSPECTION
Before assembling the caliper back to the carrier,
the disc should be inspected.
The disc should be cleaned with dry cloth, oil
traces to be wiped out completely.
The disc should be free from score marks. If
scored, it should be ground and refitted.
Following precautions should be taken during
grinding:
•
At no time more than 0.25 mm
(0.10”)
should
be ground per side.
•
If the total thickness of the disc after grinding is
found to be less than 24 mm in case of front
disc and 10mm in case of rear disc, the disc
should be changed.
NOTE
Minimum thickness of front disc = 24mm
Minimum thickness of rear disc = 10mm
After fitment, the run out of the disc should be
measured.
(For procedure refer disc run-out
measurement procedure.)
The run out should be
less than 0.130 mm otherwise pedal pulsation will
be felt during brake application.
NOTE
Before assembly clean the mating faces of the
hub and brake disc.
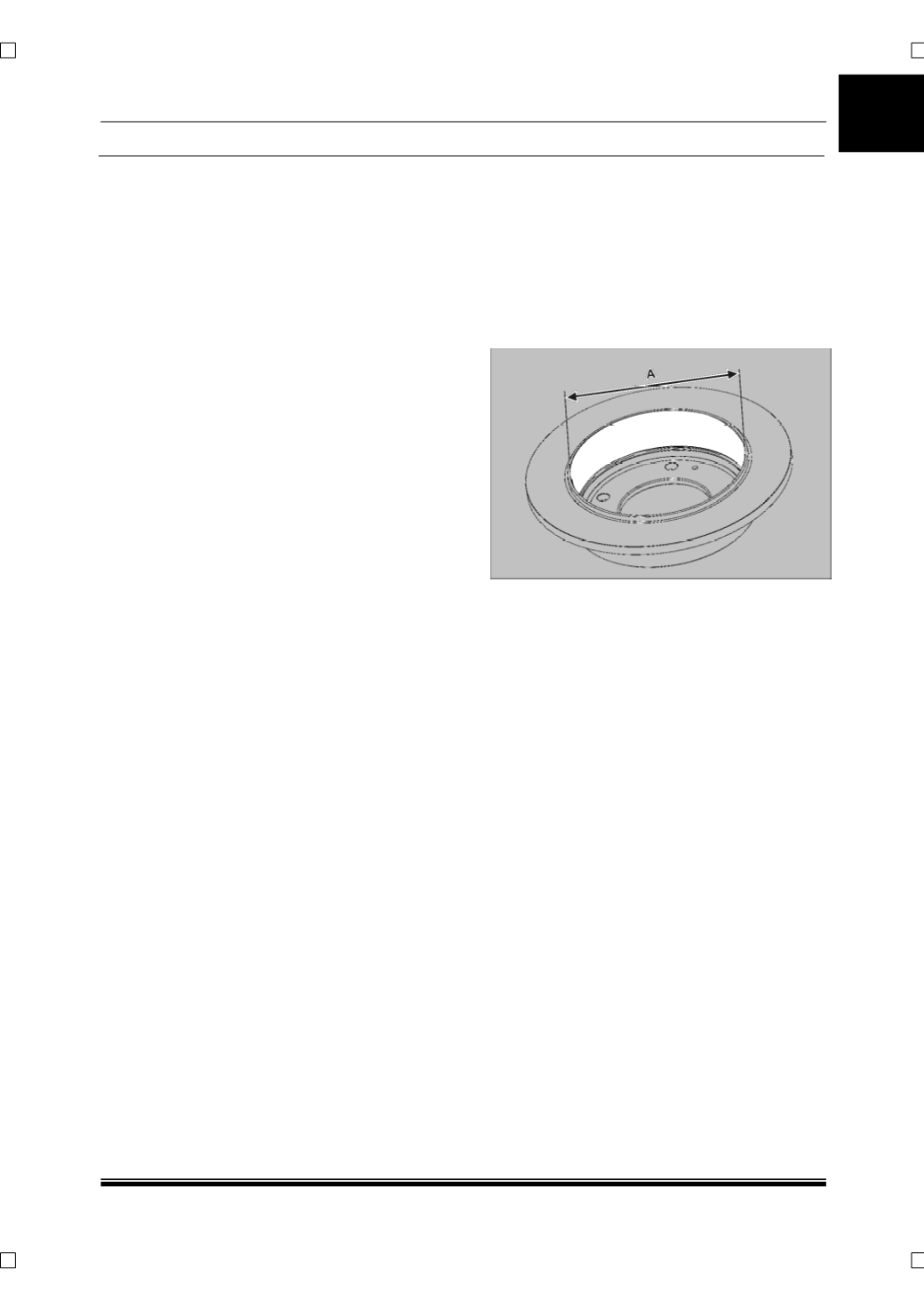
DRUM INSPECTION
•
Inspect the drum for cleanliness.
•
Check for crack, scores etc. Check braking
surface for wear by measuring the inside
diameter.
•
Brake Drum Standard inside diameter “A”
is
206 mm.
•
Brake Drum usable inside diameter “A” is
207.5 mm.
If it more, brake drum should be
replaced.
•
Drum to be discarded if found cracked scored
excessively or grooved.
•
Do not weld a cracked drum. It is unsafe and
must be replaced.
•
Smoothen up any slight scores Heavy or
extensive scoring will cause excessive brake
lining wear and it will be necessary to
resurface drum braking surface.
INSPECTION
Before assembling the caliper back to the carrier,
the disc should be inspected.
The disc should be cleaned with dry cloth, oil
traces to be wiped out completely.
The disc should be free from score marks. If
scored, it should be ground and refitted.
Following precautions should be taken during
grinding:
•
At no time more than 0.25 mm
(0.10”)
should
be ground per side.
•
If the total thickness of the disc after grinding is
found to be less than 24 mm in case of front