







 906 / 1526
906 / 1526

50
ENGINE2.2LDICOR
l
Finish journals by lapping them with 320 grit
lapping cloth of suitable width.
l
After grinding recheck main bearing and crank pin
journal dimensions.
l
Also recheck run out of crank shaft.
l
Thoroughly clean crank shaft with kerosene. Use
wire brush for cleaning oil holes.
IT ISESSENTIALTORECHECKCRANKSHAFTFOR
CRACKSANDBALANCEAFTERGRINDING
l
Apply grease to all machined surfaces, if crank
shaft is to be stored. Crank shaft must always be
stored in vertical position.
l
Thoroughly clean main bearing caps and
corresponding machined surfaces of crank case.
l
Install main bearing caps without bearing shells
in their respective positions on crank case.
l
ENSURETHATSERIALNUMBERSONCRANKCASE
ANDMAINBEARINGCAPSAREMATCHING.ALSO
CAPS ARE IN SERIAL ORDER AND NOTCHES
FORBEARINGSHELLSAREONSAMESIDE.
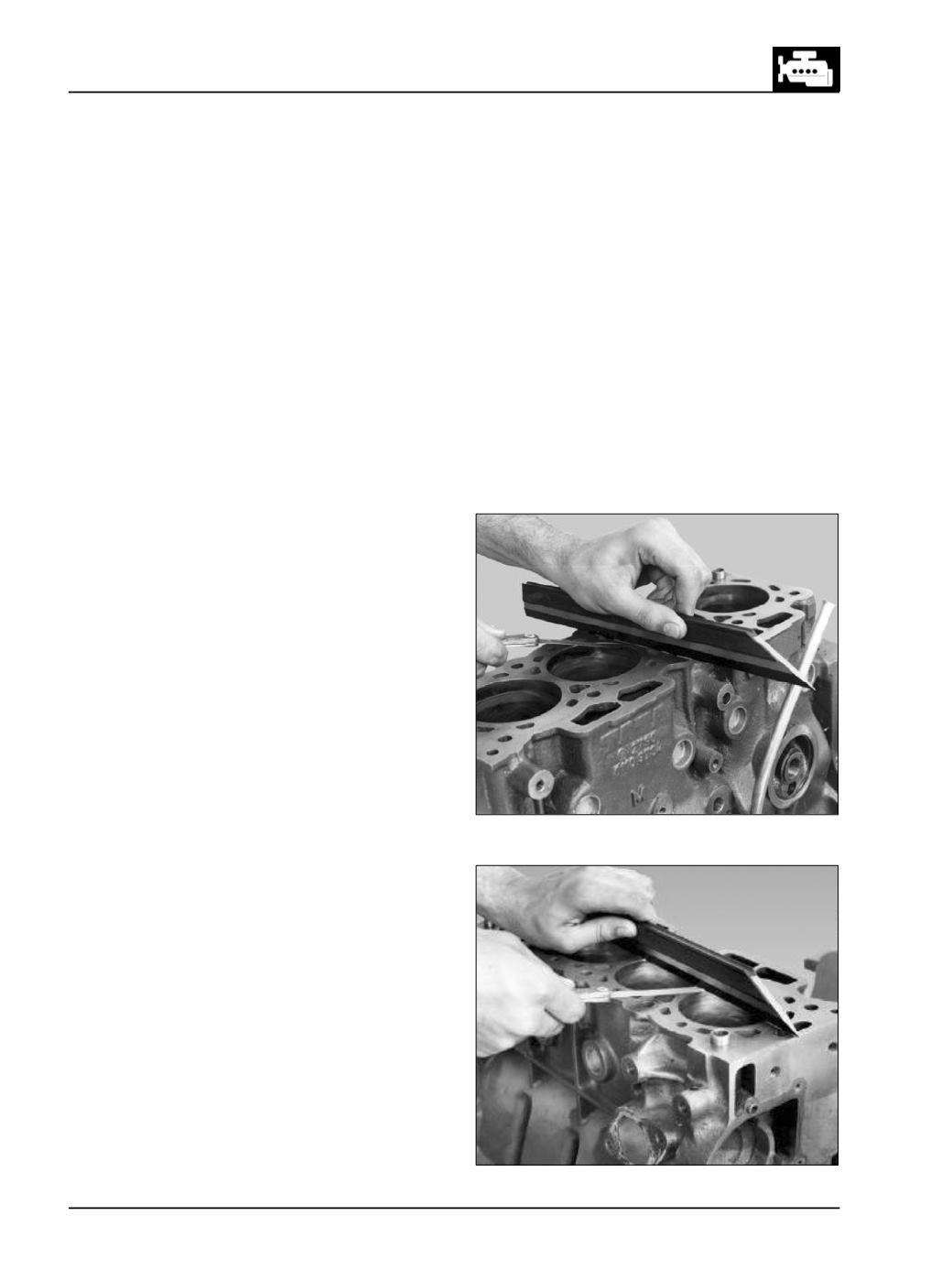
Fig. 109
Fig. 110
CYLINDERBLOCK
l
Check cylinder block for cracks by pressure
testing method. Clean cylinder bores, bearing
surfaces, oil passages in crank case thoroughly.
Check water jackets for leakages by blowing air
at a pressure of 5 bar & then dipping the cylinder
block in the hot water (temp of water 70° to 80°C)
THE BLOCK WITH ANY LEAKAGES / CRACKS
SHOULDBEDISCARDED.
l
Check crank case mating surface with cylinder
head for unevenness with the help of straight
edge and feeler gauge (Fig.109 & 110). If
necessary grind this surface just to clear
unevenness.
l
Ensure that the minimum height of crank case is
not less than the specified minimum height.