







 901 / 1526
901 / 1526

45
ENGINE2.2LDICOR
Inspectionof cylinder block sub-assemblies
Fig. 95
CONNECTINGRODS
l
Inspect connecting rod small end bush and if
necessary, replace it.
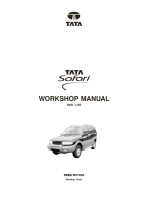
l
Check connecting rod small end parent bore
dimension (Fig. 95)
l
If necessary machine connecting rod small end
parent bore to next over size.
ENSURETHATCONNECTINGRODBIGENDANDSMALL
ENDAXESAREPARALLELTOEACHOTHERANDARE
WITHINSPECIFIEDLIMITS. ENSURETHATCENTRE
DISTANCE BETWEEN SMALL END TO BIG END IS
MAINTAINEDWITHINSPECIFIEDLIMIT.
Smear oil on parent bore of connecting rod.
Install new bush in such a way that slits are
symmetrically positioned at approximately in vertical
axis.
Machine the side faces of bush to match the taper
faces of connecting rod.
Drill oil hole in new bush.
Finish connecting rod small end bush bore on a
connecting rod boring machine.
Alternately connecting rod small end bush may be
reamed. The end edges to be chamfered/deburred
manually.
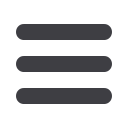
Install connecting rod bearing caps without bearing
shells on connecting rod.
Tighten connecting rod bearing cap mounting nuts
to specified torque (Fig 96)
ENSURE THAT IDENTIFICATION NUMBERS FOR
CONNECTING ROD AND CONNECTING ROD
BEARINGCAPAREMATCHEDANDNOTCHESFOR
BEARINGSHELLSAREONTHESAMESIDE.
l
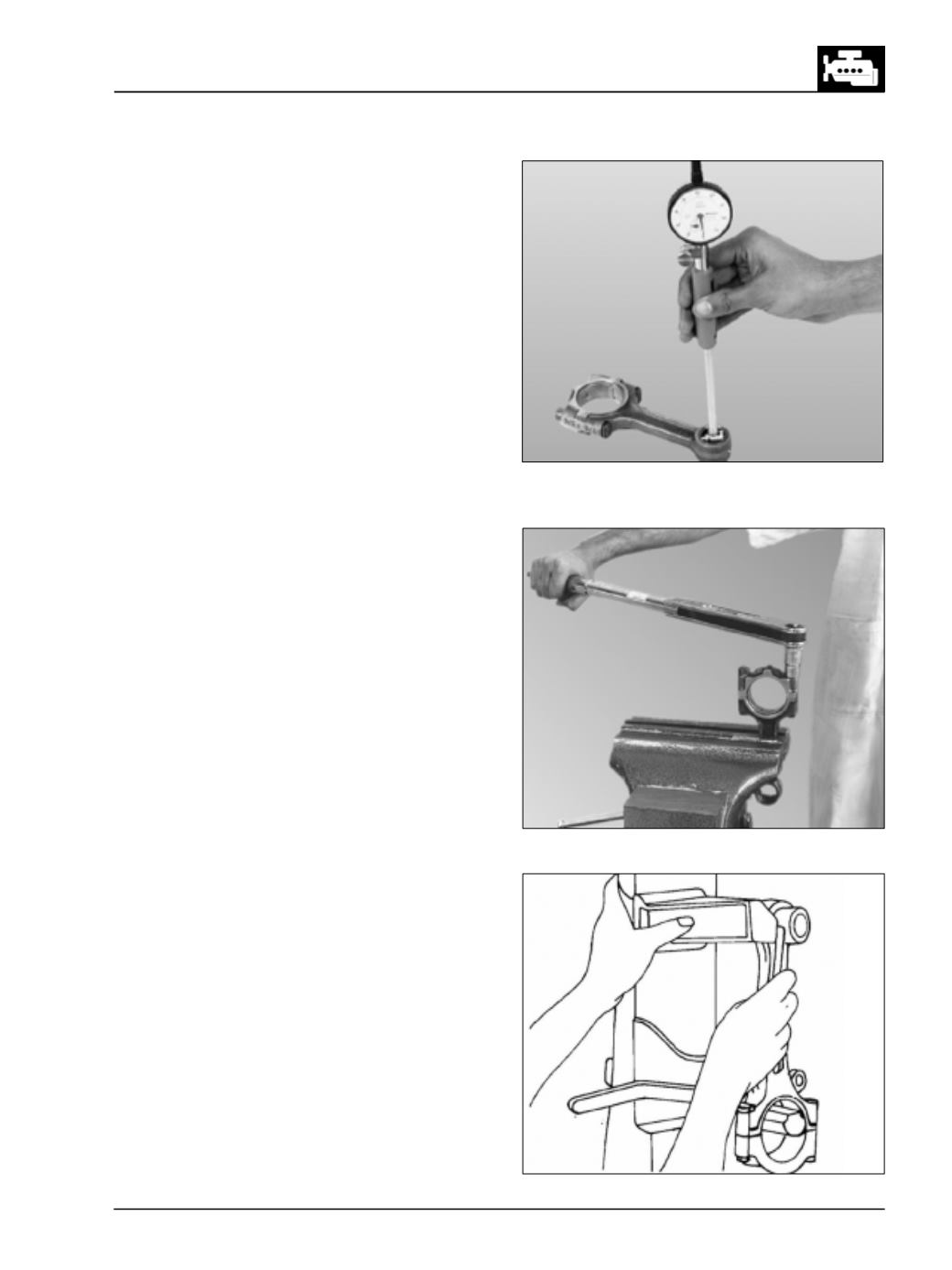
Check twist and bend of connecting rod by using
new piston pin in connecting rod small end bush.
l
Measure twist and bend of connecting rod with
feeler gauge with respect to vertical face of
connecting rod alignment gauge in vertical and
horizontal plane at a distance of 50 mm from line
joining centers of connecting rod small end and
big end bosses.(Fig 97 & 98)
Fig 96
Fig 97