







 1266 / 1526
1266 / 1526

ENGINE
98
Fig. 6
Fig. 7
CRANKSHAFT
REMOVAL
(Cylinder head, flywheel, oil sump, oil pump, pistons
with connecting rods, and crankshaft pulley removed).
1 Unscrew timing gear housing cover and remove
by tapping it evently over two dowel pins.
2 Unscrew and remove timing housing lower half.
3 Check/mark set number of main bearing caps with
respect to crankcase. Unscrew bolts of main
bearing caps. Tap main bearing caps with plastic
mallet and remove caps with bearing shells.
4 Lift crankshaft carefully from crankcase.
5 Remove bearing shells and 2nd journal thrust washers
from crankcase and main bearing caps. Mark them
suitably in case they are required to be reused.
6 Remove sealing rings at 5th main bearing from
crankcase and main bearing cap.
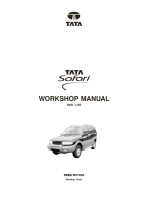
7 Inspect crankshaft gear for wear, scoring, etc. If
necessary, pull it out using puller, 312 589 07 33
Fig. 6 and remove woodruff key.
INSPECTION AND REPAIR OF CRANKSHAFT
1 Clean and carry out visual inspection of crankshaft
for following:
a. Overheating of journals – This is indicated by
bluish/brown colour on journals/pins.
b. Scoring marks on journals/pins.
c. Cracks – It is preferable to check this on magnetic
crack detection.
2 Check hardness of journals and crankpins by using
skelerograph.
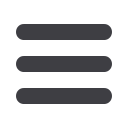
3 Support crankshaft on V-blocks on a surface plate
at 1st and 5th main journals. Check runout of
remaining journals. Fig. 7.
4 If runout exceeds permissible limits, carefully
straighten crankshaft in cold condition on a press,
till runout is within permissible limits.
5 Check lateral and radial runouts of flywheel
mounting flange.
6 Measure main journal and crankpin diameters.
7 If necessary, re-grind main journals and crankpins
to next repair size after removing counterweights
(where required). Maintain correct fillet radii for
man journals and crankpins.
NOTE:
Care must be taken during grinding to ensure that
width of main journals is not unnecessarily increased.
Should it be necessary to grind sides of 2nd main
bearing journal, grind it to next repair size.