







 1256 / 1428
1256 / 1428

FUEL SYSTEM
25
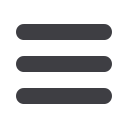
Assembly for Preswaged tubes
1. For preswaged pipes, during making the joints on
vehicle, turn the coupling nut to its original
position by hand.
2. An increase in resistance will encountered at the
original position, then tighten slightly with wrench.
3. Coupling nut shall ride freely on respective
connectors.
4. Ensure proper alignment.
5. End of full length and bent tubes to be sealed
with plastic plugs.
6. Do not use Teflon tape/thread sealant on ferrule
joints.
7. Use Teflon tape on taper thread joints.
REASSEMBLY
A. We can disassemble and reassemble
swagelock tube fittings many times.
B. Insert tubing with preswaged ferrules into the
fitting body until the front ferrule seat
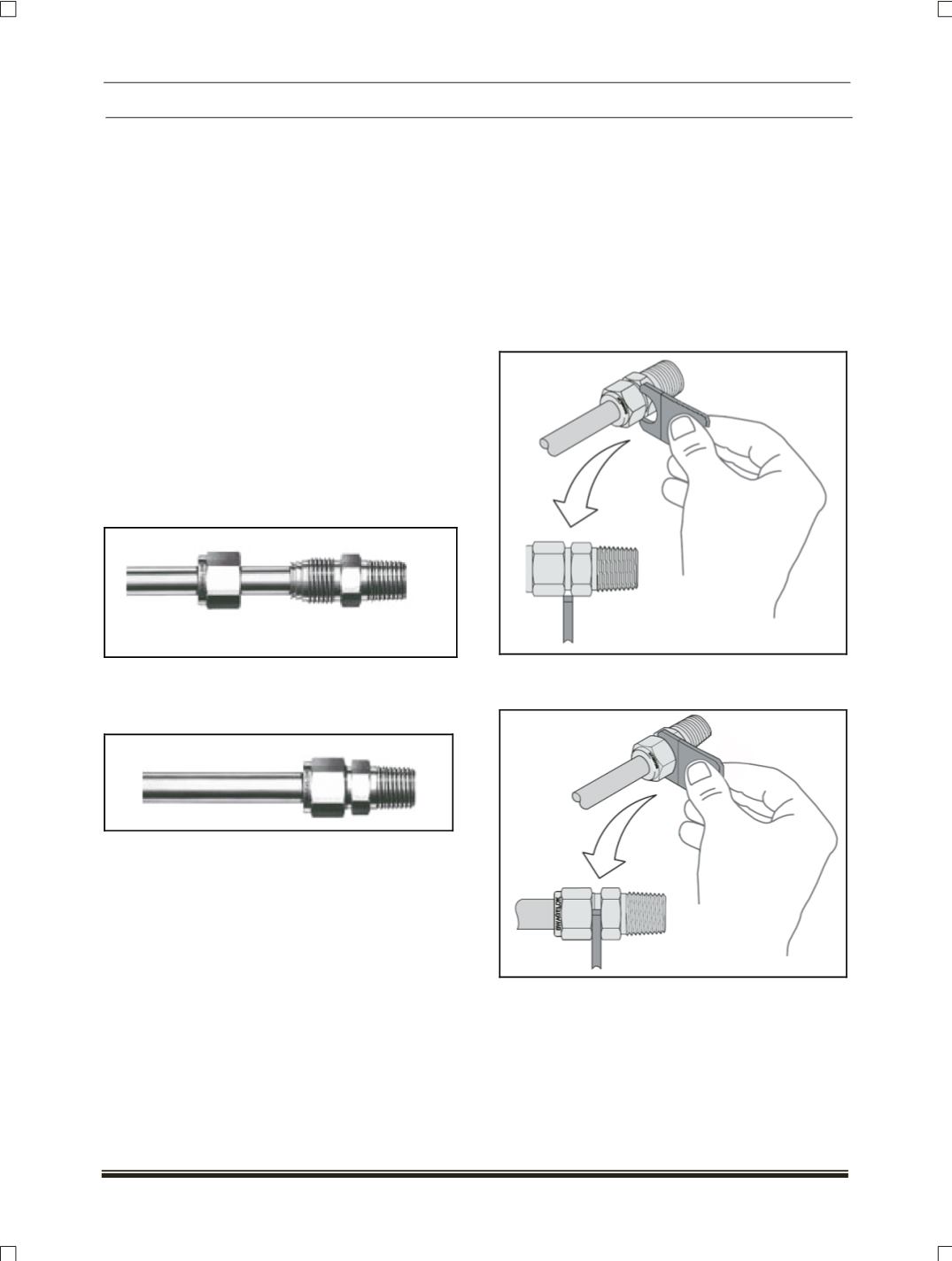
C. Rotate the nut with a wrench to the previously
pulled- up position; at this point, a significant
increase in resistance will be encountered.
D. Tighten slightly with wrench
Gap Inspection Gauge
On initial installation, the Swagelok gap inspection
gauge assures the installer or inspector that a fitting
has been sufficiently tightened.
Application of Gap Inspection gauge (Part Number:
2873 5890 47 03)
1. Position the gap inspection gauge next to the
gap between the nut and body.
2. If the gauge does not enter the gap, then the
fitting is sufficiently tightened.
3. If the gauge enters the gap, then additional
tightening is required.
CAUTION:
Always depressurize the system before
adjusting the tightness of a tube fitting connection.