









 360 / 1003
360 / 1003

1.5L REVOTORQ BS VI ENGINE
156
CYLINDER BLOCK
1. Check cylinder block for cracks by pressure
testing method. Clean cylinder bores, bearing
surfaces, oil passages in crank case
thoroughly. Check water jackets for leakages by
blowing air at a pressure of 5 bar & then dipping
the cylinder block in the hot water
(Temp of
water 70° to 80°C)
NOTE
The block with any leakages / cracks should be
discarded.
2. Check crankcase mating surface with cylinder
head for unevenness with the help of straight
edge and feeler gauge. If necessary grind this
surface just too clear unevenness. Measure
across the length and also across the breath.
3. Ensure that the minimum height of crank case
is not less than the specified minimum height.
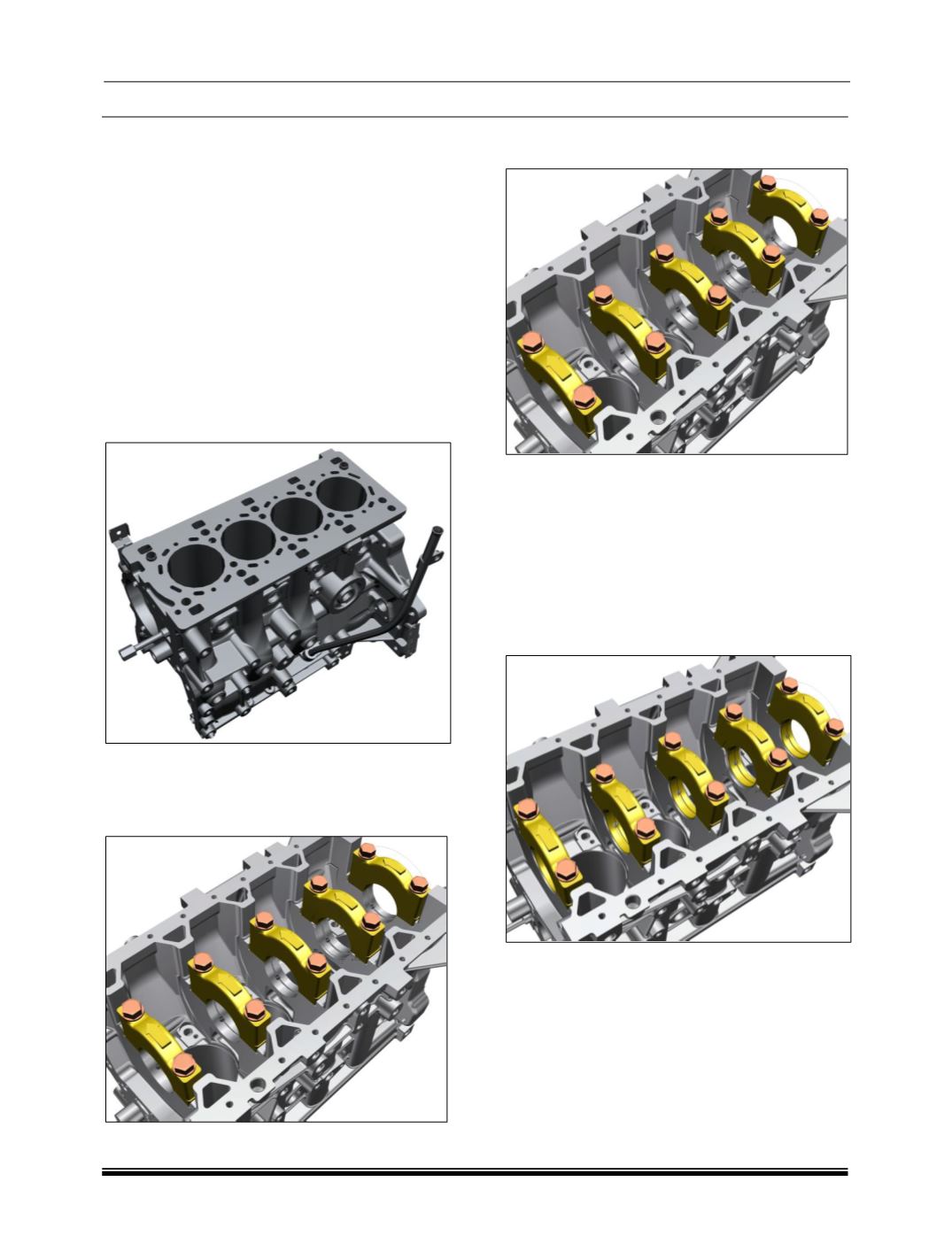
4. Tighten main bearing cap mounting bolts to
specified torque
5. Check crank case main bearing parent bore
dimensions.
6. Install new pairs of main bearing shells
according to size of crank shaft main bearing
journal diameter, making sure that securing
lugs of bearing shells are properly seated in
grooves of crank case and main bearing caps.
7.
Install main bearing caps with bearing shells in
their respective position on crank case. Tighten
main bearing cap mounting bolts in specified
sequence to specified torque. Measure main
bearing bore.
8. If main bearing parent bore dimensions are
within specified limits, proper main bearing bore
dimension is automatically achieved.
9. Loosen one of the main bearing cap mounting
bolts. Now using a feeler gauge measure the
pretension gap of main bearing shell. As the
main bearing caps are guided, the