









 266 / 1003
266 / 1003

1.5L REVOTORQ BS VI ENGINE
62
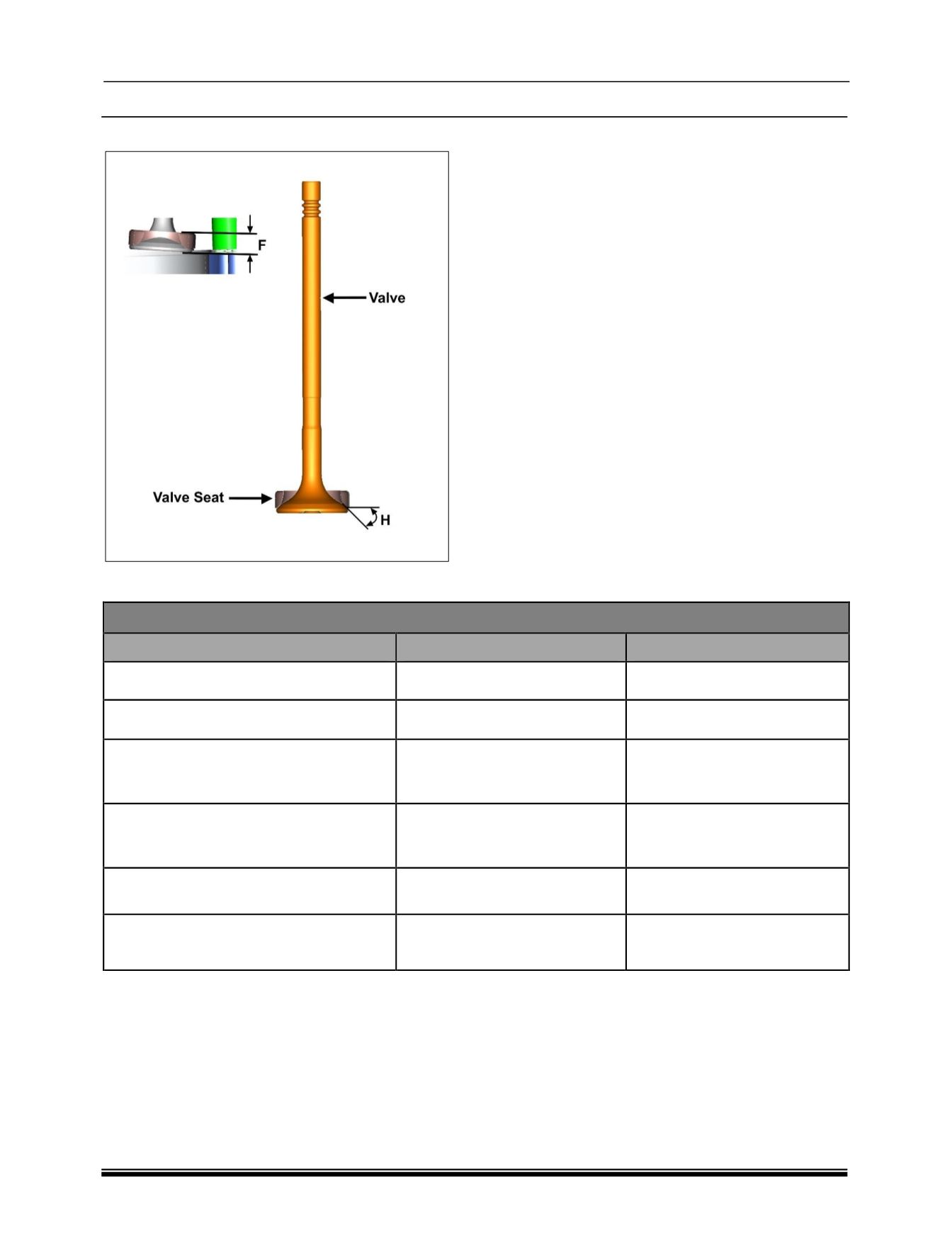
E. VALVE SEATS
1.
Check valve seat height with respect to
cylinder head mating surface. Replace valve
seat inserts if they are worn out beyond
specified limit.
2.
Cut exhaust and inlet valve seats with a
general 45 deg. cutter.
NOTE
Valve seat must be absolutely faultless and without
any chatter marks
3.
If necessary lap the valve seats to a smooth
and even finish by using suitable hand pump
grinder or a lapping paste and valve itself.
4.
Smear valve seat with carbon blue. Install
valve in guide and turn it slowly under axial
pressure.
5.
Contact line on valve seat must be around
entire circumference at equal width.
6.
Distance between narrow diameters of valve
face to contact line should be minimum 0.5
mm.
7.
Check for leakages through valve seat by
pouring fuel on valve head. Fuel must not seep
past valve seat.
Valve seat Specifications
Dimensions
Intake Valve
Exhaust Valve
Valve Seat Angle 'H'
45° - 30’
45° - 30’
Valve seat Diameter in Cylinder head
24.6 mm
20.7 mm
Distance ‘F’ between Cylinder head
mating Surface with crank Case to Valve
Seat in Cylinder head
7 ± 0.1 mm
7 ± 0.1 mm
Maximum run out of Valve Seat in
Cylinder Head with Respect to Valve
guide axis
0.03 mm
0.03 mm
Valve Seat Inner Bore Dia. in Cylinder
Head (mm)
Normal : 27.5
+0.021, -0.000
H7 Normal : 23.4
+0.021, -0.000
H7
Valve Seat Insert Outside Dia (mm)
Normal : 27.6
+.0.000/-0.013
Normal 1 : 27.8
+.0.000/-0.013
Normal : 23.5
+.0.000/-0.013
Normal 1 : 23.7
+.0.000/-0.013