









 264 / 1003
264 / 1003

1.5L REVOTORQ BS VI ENGINE
60
C. CYLINDER HEAD
NOTE
The mating surfaces of the cylinder head are not
machinable. If the surface is warped, uneven, or
damaged otherwise, replace the cylinder head.
1. Using a straight edge and feeler gauge, check
evenness of cylinder head parting surface with
crank case. If unevenness exceeds specified
values, replace cylinder head.
2. Permissible unevenness of cylinder head
mating surface 0.04 per 150mm sample length
& maximum up to 0.1.
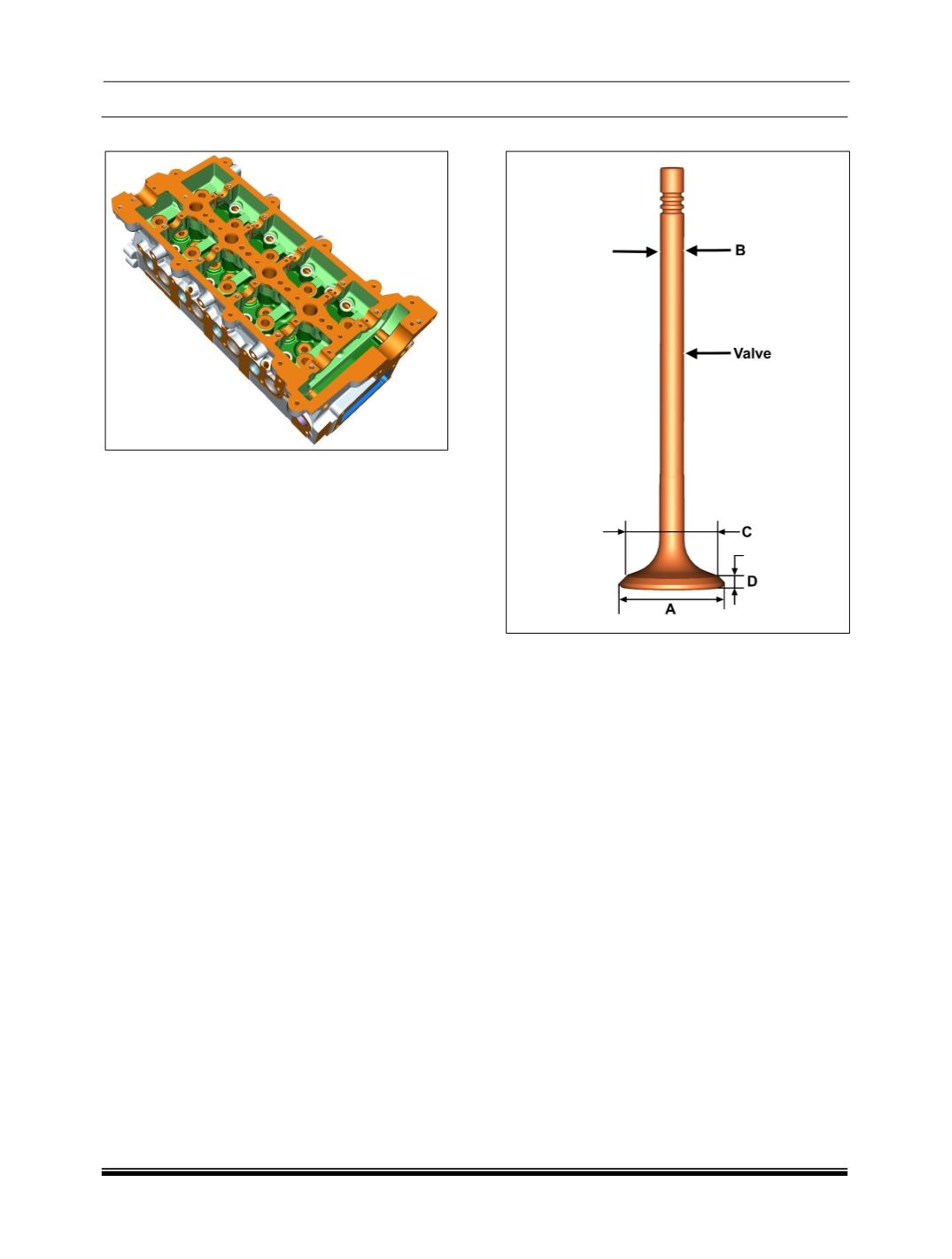
D. VALVES
1. Check valve leakages by pouring fuel on valve
head. Fuel must not seep past valve seat.
2. Valves with burnt heads, excessive scoring and
wear on stem should be replaced.
3. Check valve seat run out with respect to valve
stem. If it exceeds specified limit replace valve.
No attempt should be made to straighten bent
valves.
4. If valve is free from any other defects except
worn out seat, then only it can be rematched on
valve grinding machine as follows:
Clamp valve on grinding machine jaws as
close as possible to valve head.
Adjust grinding angle on graduated scale to
achieve correct valve seat angle.
Feed valve slowly towards grinding wheel
until wheel just touches valve head.
Grind at low feed until valve seat is just clean
all around.
NOTE
After machining the valve seat, remove the valve
from the grinding machine and check valve head
thickness. The minimum valve head thickness of
the valve is 0.85 mm.