







 131 / 310
131 / 310

ENGINE
85
10.Main bearing shells are precision finished and
should not be bored or scrapped.
11.Select new pair of thrust washer according to
crank shaft 4th main journal width.
12.Pretension Gap: 0.06 to 0.09mm
CYLINDER BORES
1. Clean cylinder bores thoroughly
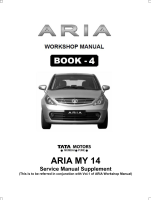
2. Check cylinder bore dimension, taper and ovality.
3. Refer the Repair Data and select the appropriate
piston which can give the specified piston bore
clearance.
NOTE
The cylinder bore has to be bored and honed to the
specified dimensions as per recommendations in
order to achieve the specified piston bore clearance
using appropriate piston size.
4. If taper and ovality is found to exceed specified
limit or bore is excessively worn out such that
the piston bore clearance cannot be achieved
even by using the last oversize, then replace cyl-
inder block assembly.
5. Record the readings in Engine inspection sheet
given in this manual.
ASSEMBLIES OF CYLINDER BLOCK SUB AS-
SEMBLIES:
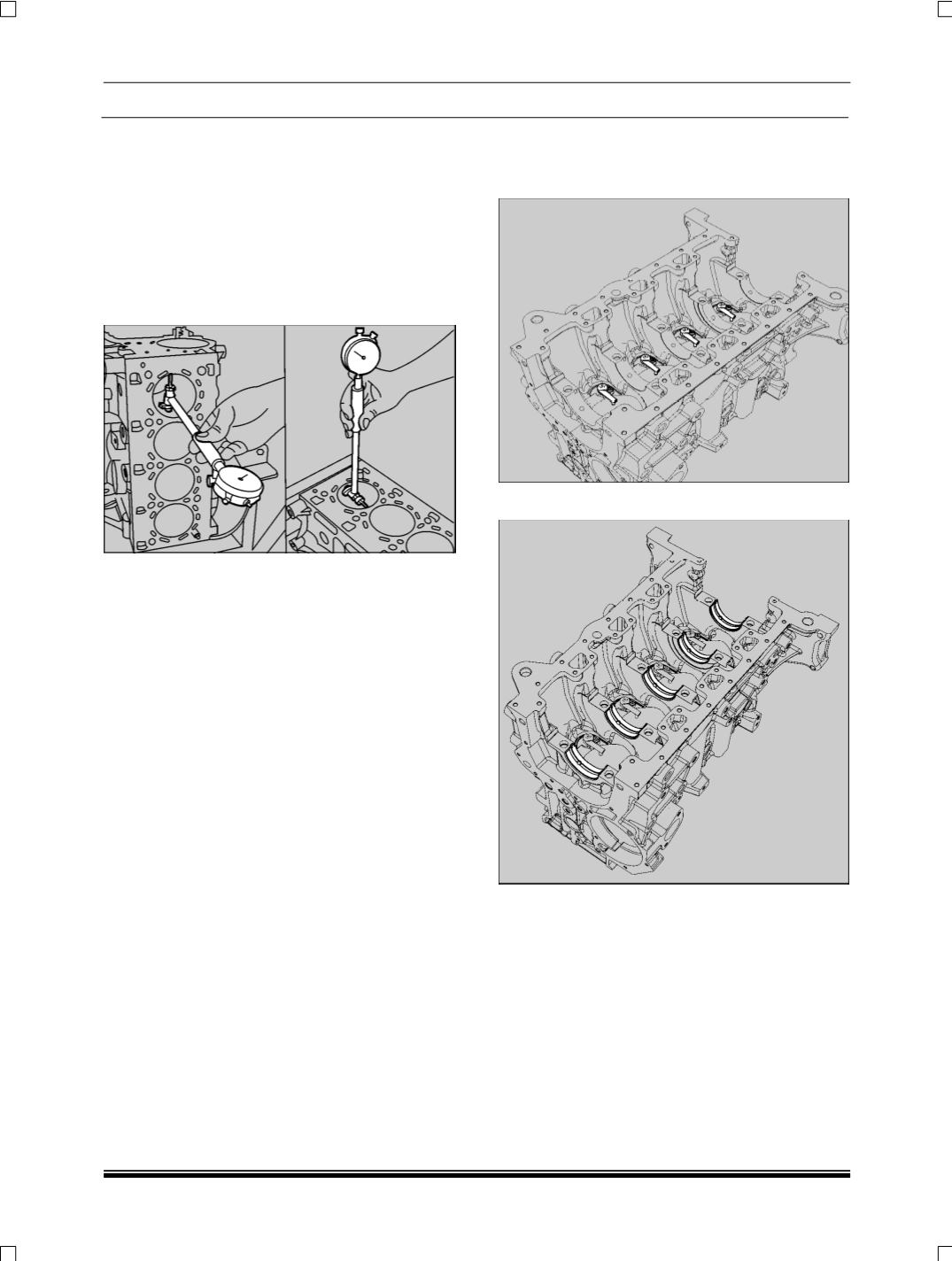
1. Assemble all piston cooling nozzles.
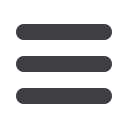
2. Install main bearing shell.