







 49 / 948
49 / 948

KRYOTEC ENGINE
40
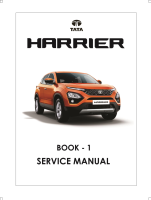
I. PISTON AND PISTON RINGS
Callout
Description
1
Top Ring
2
Second Ring
3
Oil Ring
1. Remove carbon deposits, if any, from the
piston.
2. Clean piston and piston rings using appropriate
cleansing agent.
NOTE
The piston and piston rings can be reused if the
bore taper and sphericity is within the specified
limits.
Carefully examine the piston rings for cracks,
scoring, ring groove/ clip groove wear, piston pin
bore wear.
In case anyone piston is found to have any one of
the above defects, replace the complete piston set.
3. Check for lateral clearance in piston ring
groove.
4. Check for butt clearance in cylinder bore.
5. Verify that the internal diameter of the pistons
pin bores are within specification.
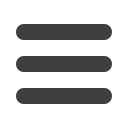
6. Check that the thickness of the piston rings are
within specification.
7. Check for piston pin dimensions.
NOTE
Butt clearance of piston ring is measured in unworn
portion of the cylinder bore.
Piston and piston rings of appropriate size should
be used, if cylinder bores are re-bored.
If piston ring is found to be defective as stated
above, then complete ring set should be replaced.
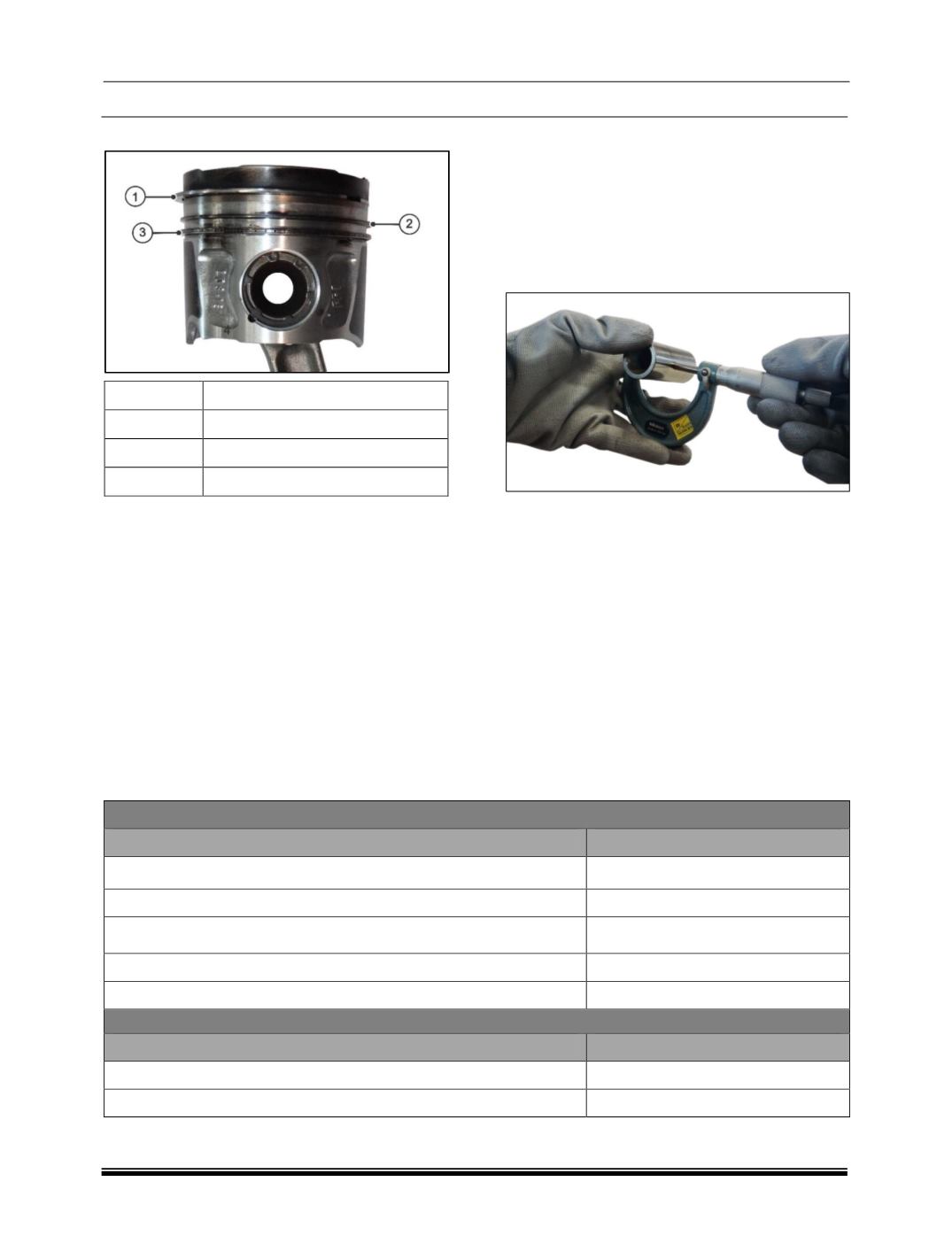
PISTON RINGS
Measure
Value
Outside diameter pistons – Class A (mm)
82.930 - 82.940
Outside diameter pistons – Class B (mm)
82.940 - 82.950
Outside diameter pistons – Class C (mm)
82.950 - 82.960
Difference of weight allowed between pistons (g)
+/- 5
Increase piston outer diameter (mm)
0.1
PINS
Measure
Value
Diameter of seat pin (mm)
29.985 - 29.990
Pin outer diameter (mm)
29.975 - 29.980