







 53 / 948
53 / 948

KRYOTEC ENGINE
44
9. Another method of identifying the class of the
pins is to read the reference (3). In the case of
the number 94 (the first on the left) corresponds
to the dimensional value of 52.994 of the first
journal that identifies the Class A (red color).
The same method should be applied to other
groups of two figures (97 - 95 - 95 - 94).
NOTE
A new crankshaft is provided without bearing shells
but is identified with journal and connecting rod
dimensional class values in order to choose the
bearing shells to assemble with “normal” journal
and connecting rod bearing clearances.
For the selection of main journal bearing shells the
numeric code is printed on the crankshaft adjacent
to the pins.
Use only the codes related to the legend, all other
codes present on the tone wheel must not be used.
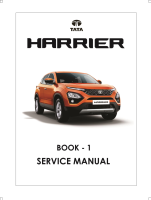
10.Check bearing shell dimension are in specified
limits.
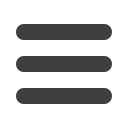
11. Check journal bearing out of round diameter.
12.Check the thrust washer thickness.
13.Record the readings in the format given at the
end of this group.
14.Ifnecessary, grind crank shaft main bearing and
crank pin journals to next under-size.
15.Maintain correct fillet radius for journals
16.Care must be taken during grinding to ensure
that width of journals is not increased.
17.Should it be necessary to grind sides of 4th
main bearing journal, grind it to next undersize.
18.Re-chamfer oil holes on journals to avoid
scoring of new bearing shells.
19.Finish journals by lapping them with 320 grit
lapping cloth of suitable width.
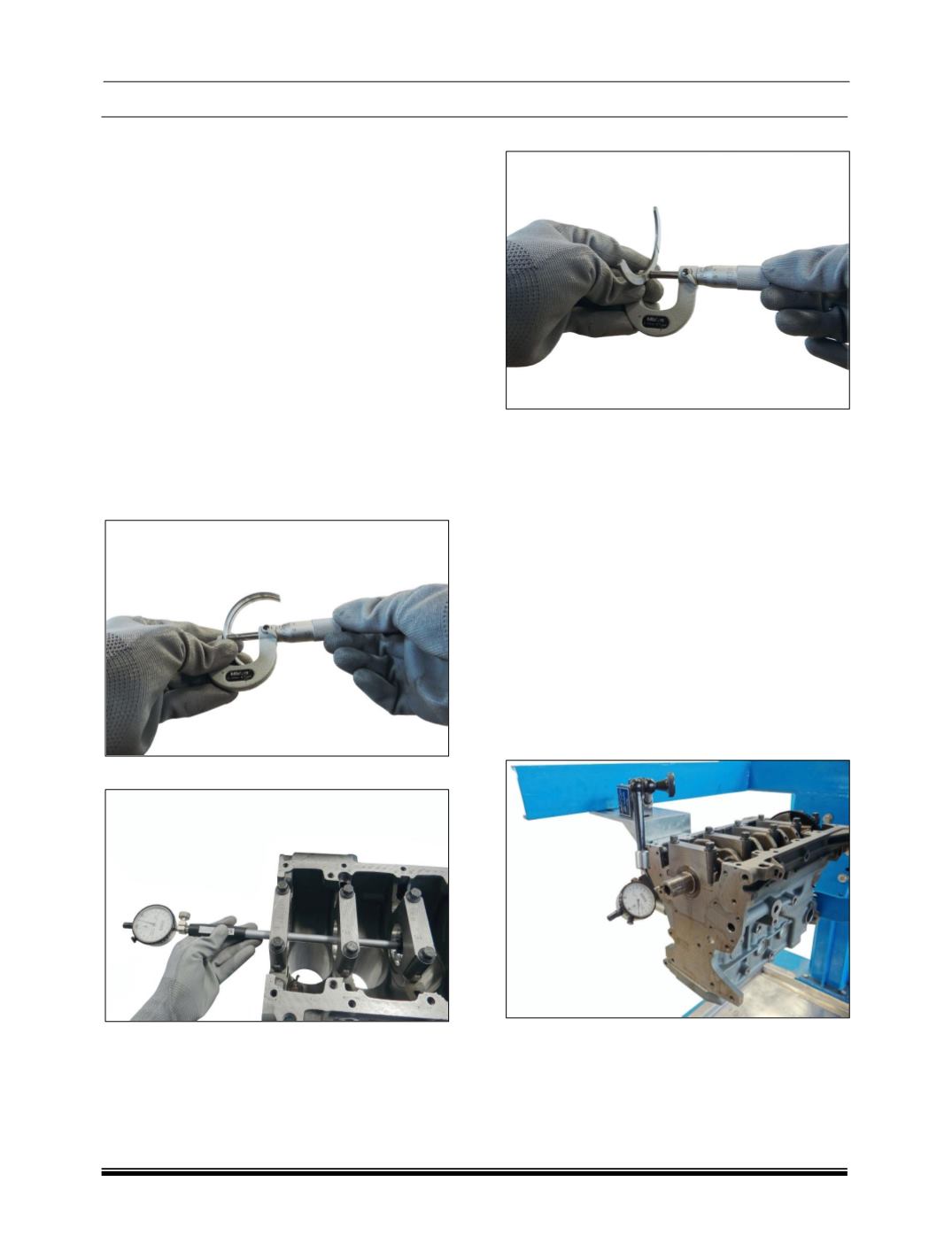
20.After grinding recheck main bearing and crank
pin journal dimensions.
21.Also recheck run out of crank shaft and end play