







 89 / 1526
89 / 1526

50
4 DLT ENGINE
CYLINDERHEAD
U
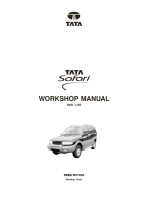
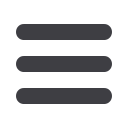
sing a straight edge and feeler gauge, check cylinder
head mating surface with crank case.
Refer Figures. 81 & 82
I
f unevenness exceeds permissible limits, replace
cylinder head.
CYLINDERHEADTOPANDBOTTOMSURFACERE-
MACHINING IN SERVICE IS NOT RECOMMENDED.
VALVES
C
lean valves. Remove adhering oil, carbon etc.
V
alves with burnt heads, excessive scoring and wear
on stem should be replaced.
C
heck valve head thickness. If it is less than 1 mm
replace valve.
C
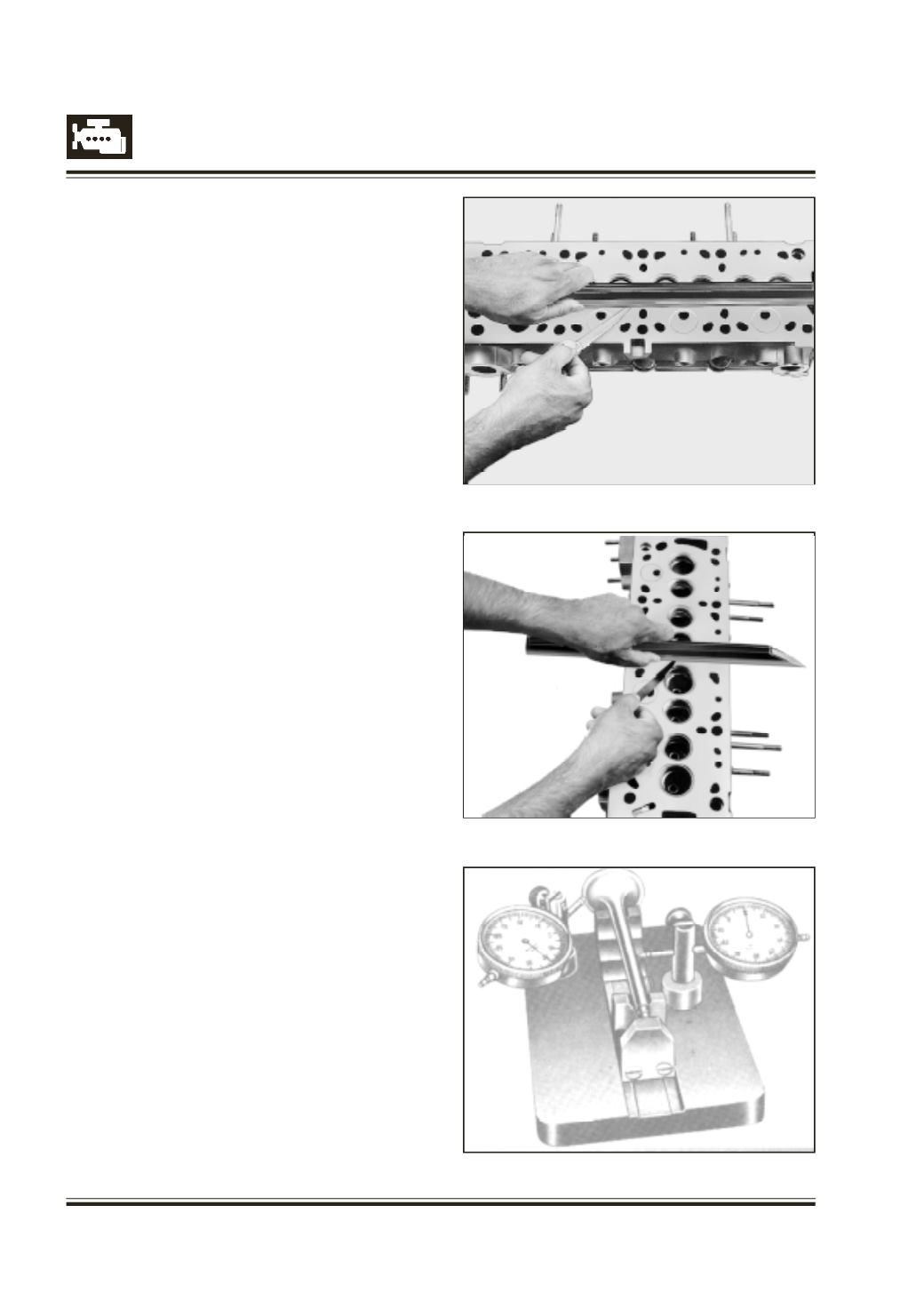
heck valve seat run out with respect to valve stem.
R
efer Figure 83 If it exceed specified limit replace
valve. No attempt should be made to straighten bent
valves. If valve is free from any other defects except
worn out seat, then only it can be re-machined on
valve grinding machine as follows:
- Clamp valve on grinding machine jaws as close as
possible to valve head.
- Adjust grinding angle on graduated scale to achieve
correct valve seat angle.
- Feed valve slowly towards grinding wheel until wheel
just touches valve head.
- Grind at low feed until valve seat is just clean all
around.
Note:
After grinding valve head thickness should not be less
than 1 mm.
Fig. 81
Fig. 82
Fig. 83