







 1280 / 1526
1280 / 1526

ENGINE
112
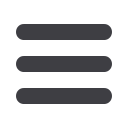
Fig. 5
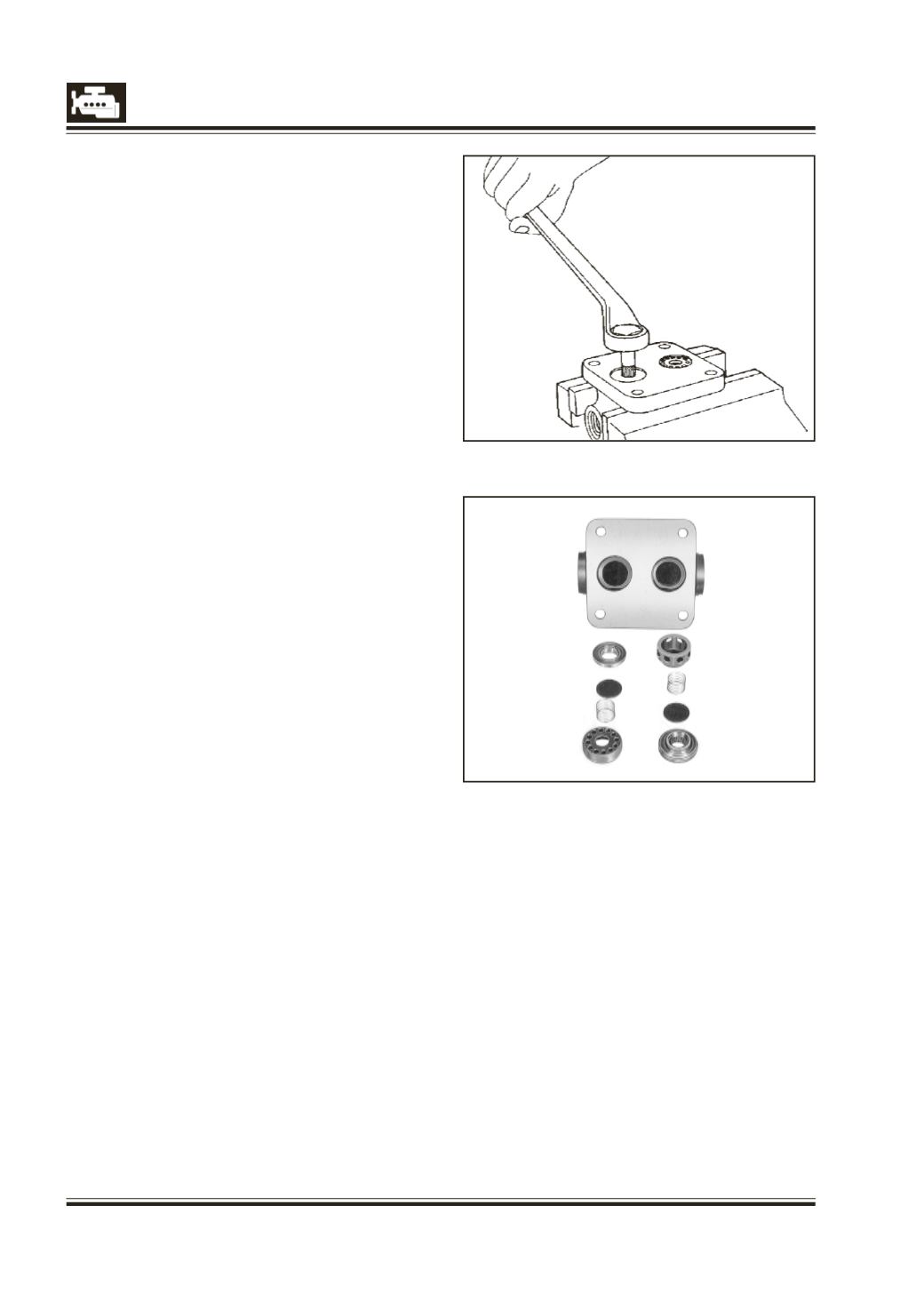
Fig. 6
INSPECTION AND REPAIR OF VACUUM PUMP
1 Check cylinder sleeve bore for wear.
2 If wear on cylinder sleeve bore is so slight that
boring and/or honing is not required, old piston
can be reused.
3 Check old piston for cracks, scores, damage, etc.
4 Check fit of piston pin and condition of piston
rings, ring grooves and lands.
5 Clean piston ring grooves. Install piston rings and
check lateral clearances.
6 Check piston ring butt clearances.
7 If necessary, replace piston rings.
8 If wear on cylinder sleeve bore is excessive, re-
machine it to next repair stage. If it is not possible
to re-machine old cylinder sleeve, replace it by
new one.
9 Select suitable piston for re-machined cylinder
sleeve bore and install new piston rings.
10 Check camshaft eccentric for size and wear. If
necessary, re-grind it to next repair size.
11 Select suitable bearing shells in accordance with
camshaft eccentric size and install into connecting
rod and connecting rod cap.
12 Screw connecting rod cap to connecting rod and
tighten to specified torque.
13 Measure big end bearing bore of connecting rod
at 3 points (about 30 deg from parting surface)
with internal measuring instrument. Specified
values should be maintained.
14 Unscrew connecting rod cap again.
15 Measure bore of connecting rod small end
bushing for size and wear using internal
measuring instrument.
16 If necessary, replace bushing by new one and ream
it to correct size.
DRILL OIL HOLE THROUGH BUSHING
17 Check bend and twist of connecting rod on
suitable gauge by using new gudgeon pin. If
necessary straighten connecting rod in cold
condition.
18 Check condition of valves and replace worn out
parts. If necessary, replace complete sub-assembly
of cylinder head.