







 449 / 1525
449 / 1525

24
REAR AXLE
Fig. 41
Fig. 40
RING AND PINION GEAR ASSEMBLYTHEORY
Ring gear and pinions are supplied in matched sets
only. Matching numbers on both pinion and ring gear
are etched for verification. Fig. 40 or 41
If a new gear set is being used, verify the numbers
of each pinion and ring before proceeding with
assembly.
The mounting distance from the center line of the
ring gear to the back face of the pinion for the rear
axle is 109.5 mm.
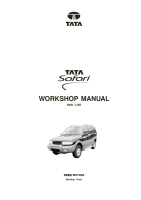
On the bottom end of each pinion, there is etched a
plus (+) number, a minus (-) number, or a Zero (0)
number, which indicates the best running position
for each particular gear set. This dimension is
controlled by selecting shims, between the inner
pinion bearing cone and pinion gear.
For example: If a pinion is etched +3 (m+8), it would
require 0.003 in. (0.08 mm) less shim than a pinion
etched ‘O’. This means decreasing shim thickness;
increase the mounting distance of the pinion to 4.315
in. (109.6 mm). If a pinion is etched -3 (m-8) it would
require adding .003 in. (.08 mm) more to the shim
than would be required if the pinion were etched ‘O’.
By adding .003 in. (.08 mm), the mounting distance
of the pinion was decreased to 4.309 in. (109.4 mm)
which is just what a -3 (m-8) etching indicated.
To change the pinion adjustment, use different shims
which come in different thicknesses.
Use the tables on next page as a guide for selecting
the correct number of shims to add or subtract from
the old shim pack.
Fig. 40 shows ring and pinion etched with inch
identification. Refer Table
A.
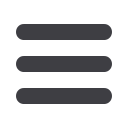
Fig. 41 shows ring and pinion etched with metric
identification. Refer Table
B.
m