







 139 / 1980
139 / 1980

ENGINE 273 MPFI
133
ENGINE
Crank Shaft and Main Bearing
Clean and carry out visual inspection of crank shaft
for following:
•
Overheating of journals, this is indicated by bluish
brown colour
•
Scoring marks on journals
•
Cracks, which should be checked on magnetic
crack detector.
CAUTION
Crankshaft fillet grooves should not be scraped,
polished, ground even in regrinding operation. The
grooves should remain untouched throughout the
life of crankshaft after factory installation.
•
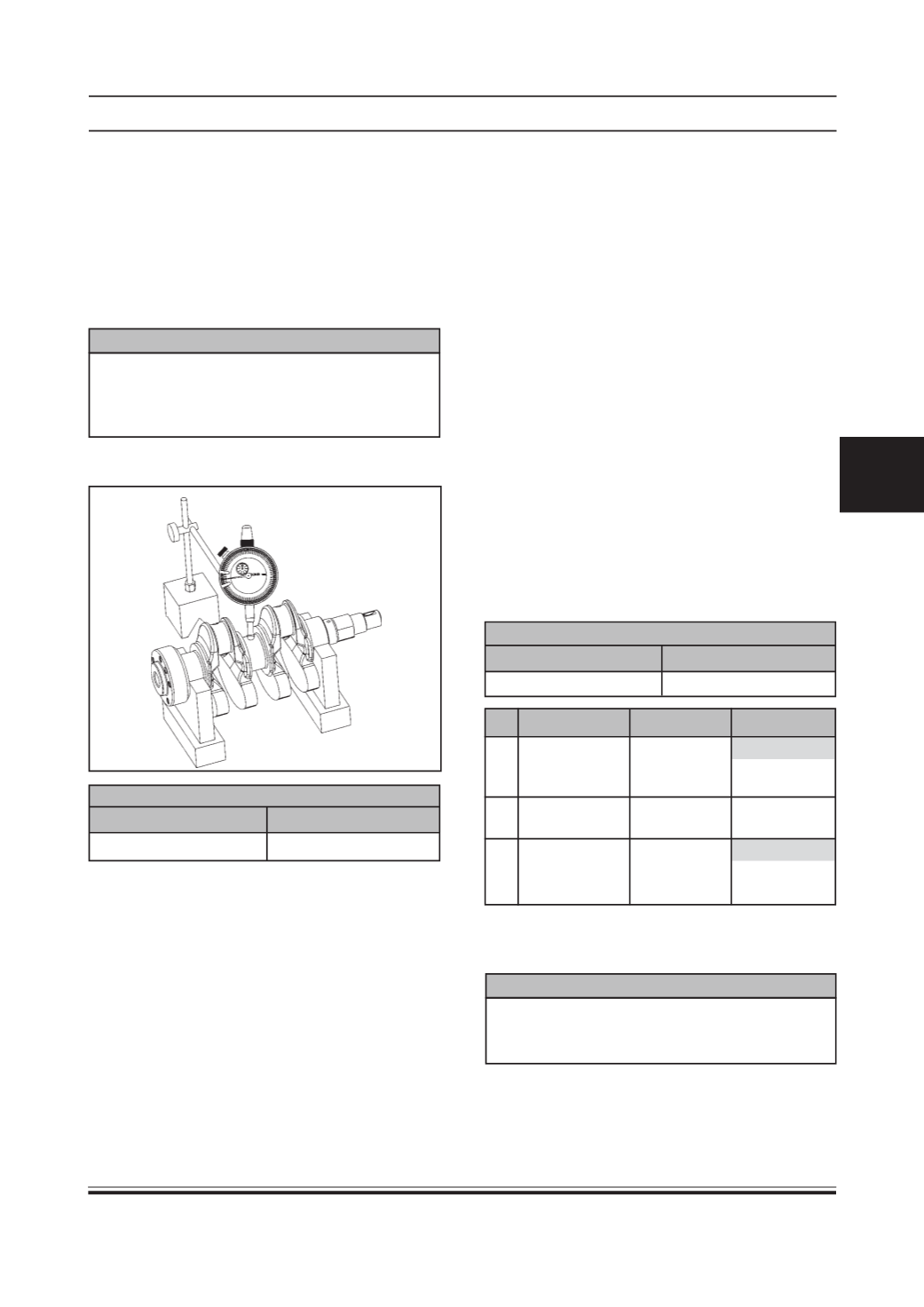
Check crank shaft run out by supporting it on V-
block.
CRANK SHAFT RUNOUT
STANDARDVALUE
WEAR LIMIT
0.02 mm
0.04 mm
•
If run out exceeds permissible limits, straighten
crank shaft in cold condition on press carefully.
•
Similarly check lateral and radial run outs of flywheel
mounting flange.
•
Check crank shaft main bearing and crank pin
journal dimension.
•
If necessary, grind crank shaft main bearing and
crank pin journals to next undersize.
•
Care must be taken during grinding to ensure that
width of journals is not increased.
•
Should it be necessary to grind the main bearing
journal, grind it to next under size.
•
Re-chamfer oil holes on journals to avoid scoring
of new bearing shells.
•
Finish journals by lapping themwith 320 grit lapping
cloth of suitable width.
•
After grinding recheck main bearing and crank pin
journal dimensions.
•
Also recheck run out of crank shaft.
•
Thoroughly clean crank shaft with kerosene. Use
wire brush for cleaning oil holes.
It is essential to recheck crank shaft for cracks
and balance after grinding.
•
Apply grease to all machined surfaces, if crank
shaft is to be stored. Crank shaft must always be
stored in vertical position.
•
Crankshaft thrust play
Measure this play with crankshaft set in the
cylinder block in the normal manner, that is, with
the thrust bearing fitted and the bearing caps
installed. Tighten bearing cap bolts to specified
torque. Use a dial gauge to read the displacement
in axial (thrust) direction of the crankshaft. If the
limit is exceeded, replace thrust bearing with new
standard one or oversize one to obtain standard
thrust play.
CRANK SHAFT THRUST PLAY
STANDARDVALUE
WEAR LIMIT
0.06 to 0.245 mm
0.3 mm
SR. ITEM
STD. VALUE LIMIT
1. Thickness of
Oversize (0.05)
crankshaft
2.5 to
thrust bearing 2.55 mm 2.575 mm
2. Main bearing 0.020 to
clearance
0.054 mm 2.575 mm
3. Main bearing
Undersize (0.05)
journal
44.989 to 44.739
diameter
45.000 mm 44.750 mm
•
Inspect the bearing shells for signs of fusion, pitting,
burn or flaking and observe the contact pattern.
Defective shells must be replaced.
CAUTION
The journal bearing shells are not meant to be
repaired by scraping or grinding with sandpaper or
by any machining.