







 112 / 896
112 / 896

108
ENGINE 273 MPFI
VALVE
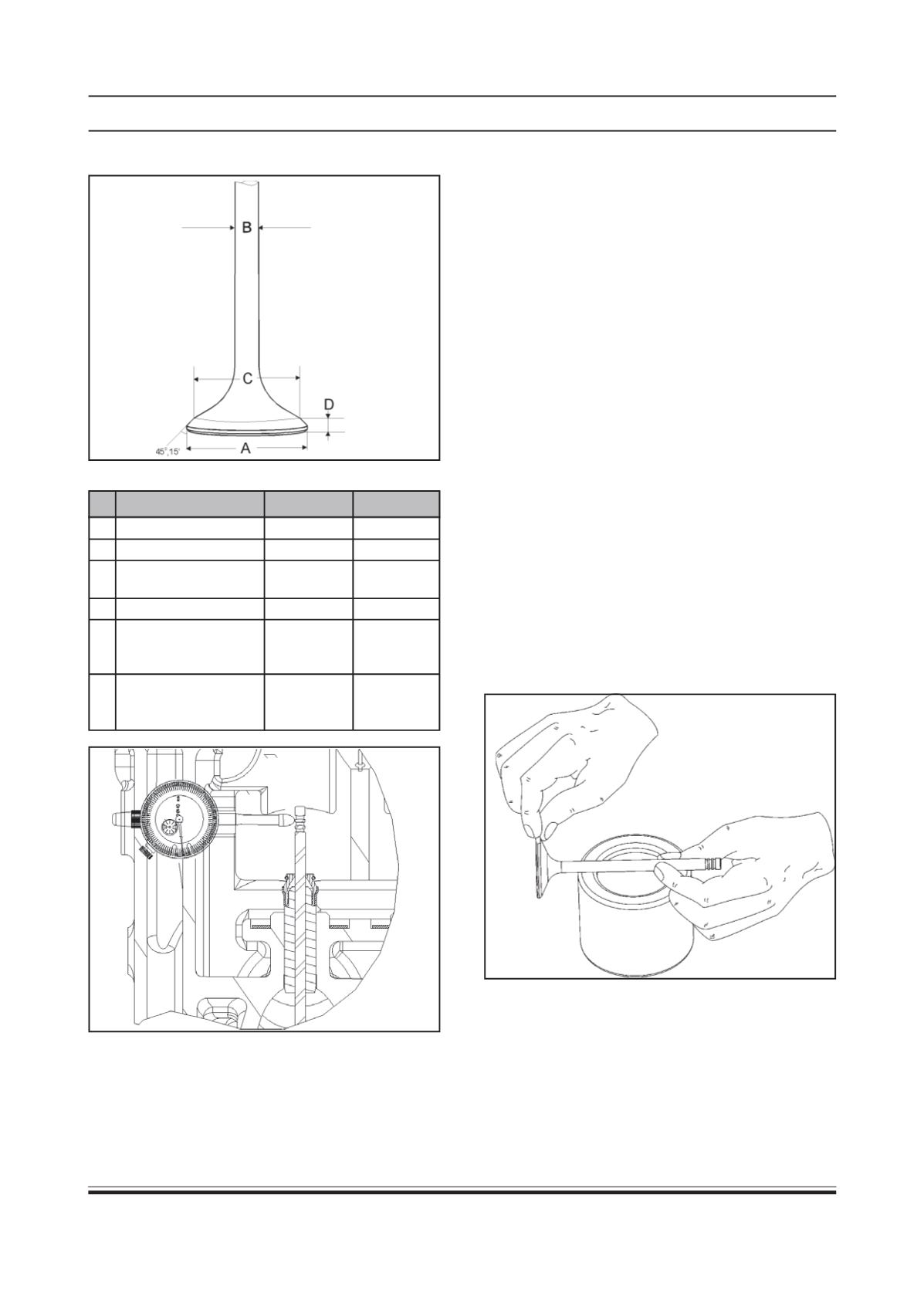
Valve Dimensions:
NO VALVE DIMENSIONS INLET
EXHAUST
1. Valve head dia ‘A’ mm ø32.5 ± 0.2 ø29.5 ± 0.2
2. Valve seat angle
45° +15’
45° +15’
3. Valve stem dia ‘B’ mm ø5.968
ø5.936
± 0.007
± 0.007
4. Valve seat dia ‘C’ mm ø30.11
ø26.0
5. Valve seat end
1.2
1.25
distance from valve
face ‘D’ mm
6. Maximum run out of
0.03
0.03
valve seat with respect
to valve stem in mm
Valve Repair :
•
Check valve leakages by pouring gasoline on
valve head. Gasoline must not seep past valve
seat.
•
Valves with burnt heads, excessive scoring and
wear on stem should be replaced.
•
Check valve seat run out with respect to valve
stem. If it exceeds specified limit (0.03 mm)
replace valve. No attempt should be made to
straighten bent valves. If valve is free from any
other defects except worn out seat, then only it
can be rematched on valve grinding
machine as follows :
i. Clamp valve on grindingmachine jaws as close
as possible to valve head.
ii. Adjust grinding angle on graduated scale to
achieve correct valve seat angle.
iii. Feed valve slowly towards grinding wheel until
wheel just touches valve head.
iv. Grind at low feed until valve seat is just clean
all around.
Valve Lapping:
Lap the valve on the seat in two steps, first with a
coarse size lapping compound applied to the face and
the second with a fine-size compound, each time
using a valve lapper according to the usual lapping
method.