







 1363 / 1904
1363 / 1904

FUEL SYSTEM
24
3. CNG TUBE FITTINGS / JOINTS TIGHTNING
INSTRUCTIONS:
A. SWAGING PROCEDURE
1. Tubes to be swaged and assembled in dust free
environment.
2. Pipe joints to be leak proof at 250 bar.
3. All stainless steel pipes to be stored from ms
metal and heavy sections.
4. It should be ensured that end of the pipe should
be right angle to OD of the pipe.
5. If sleeve is used it should be on the tube to be cut
30 mm from end of the tube on both sides.
6. The id and ends of the tube should be clean and
free from burr.
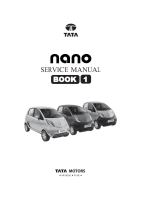
7. Insert coupling nut, back ferrule and front ferrule
on the tube.
8. But the flat end of the pipe against the body of
Swagelok
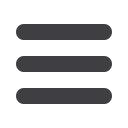
9. Hand tighten the coupling nut on the body and
mark its position to 6 o'clock position.
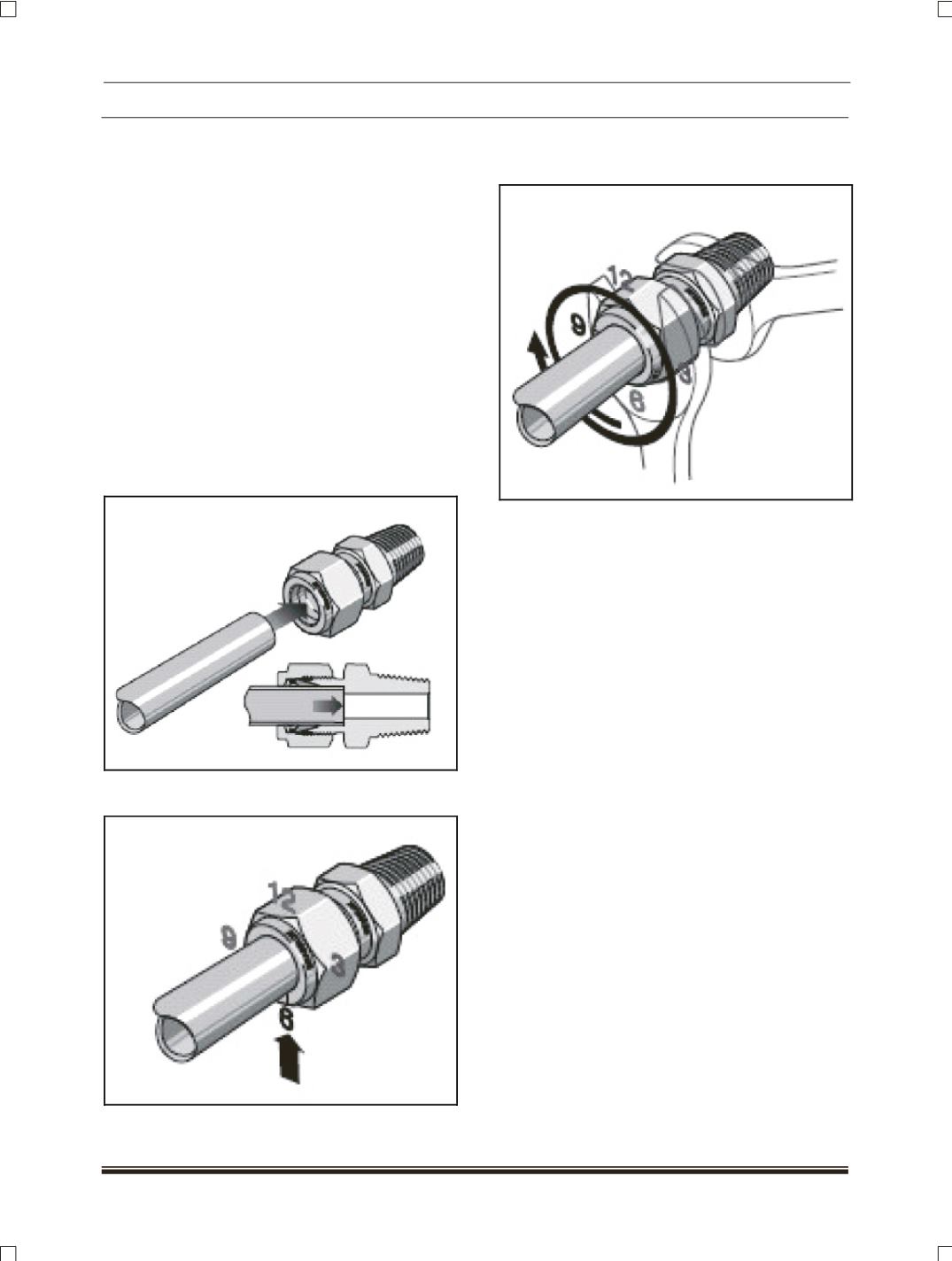
10. Hold the body and turn the coupling nut by 1-
1/4 (one full and quarter) turn to its 9 o'clock
position
11. Now the Swagelok process is over. remove the
coupling nut to its original position.