







 67 / 1119
67 / 1119

1.2L REVOTRON ENGINE
56
E. Cylinder Head Valve Seats :
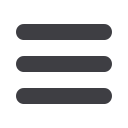
Valve Seat
Specification (REVOTRON
1.2L)
Dimension
(Call out)
Intake Valve
Exhaust
Valve
Valve Seat
Diameter
29.1 ± 0.05
mm
24.1 ± 0.05
mm
Maximum
Runout of Valve
Seat with
Respect to
Valve Guide
Axis
0.030 mm
0.030 mm
Valve Seat
Insert Thickness
5.14 -0.1
mm
4.8 -0.1mm
Valve Seat
Insert I.D.
27.6 ± 0.1
mm
21.7 ± 0.1
mm
Valve Seat Bore
I.D.(in cylinder
head)
Normal :
32.39/32.416
Normal :
27.37/27.400
Valve Seat
Insert O.D.
Normal :
32.42
(+0.105/+0.080)
Normal 1 :
32.92
(+0.105/+0.080)
Normal :
27.42
(+0.085/+0.064)
Normal 1 :
27.92
(+0.085/+0.064)
Valve Seat
Insert Bore
Angle
15
0
from vertical alignment
with cylinder head mating
surface
1. Check the height of each valve seat insert
with respect to the cylinder head mating
surface. Replace the valve seat if worn
beyond the specified limit.
2. Measure the runout of the valve seat with
respect to the valve guide axis. Maximum
runout is 0.030 mm. Replace or resurface the
valve seat(s) as necessary.
Cylinder Head Vale Seat Resurfacing-:
NOTE
The valve seat must be free from chatter
marks, scratches and other specifications.
1. Lap the valves and valve seats to a smooth
and even finish using lapping paste and a
hand pump grinder or by inserting the valve
into the cylinder head and rotating to achieve
the proper finish.
2. Coat the valve seat with carbon blue
I
Prussian blue dye and insert the appropriate
valve into the cylinder head.
3. Rotate the valve under axial pressure several
times and remove from the cylinder head.
4. Inspect the area of contact created by the
axial rotation of the valve.
The contact pattern should be equal and
unbroken around the circumference of the
seat.
The distance from the narrow diameter of
the valve seat face to the contact line
should be 0.5 mm.
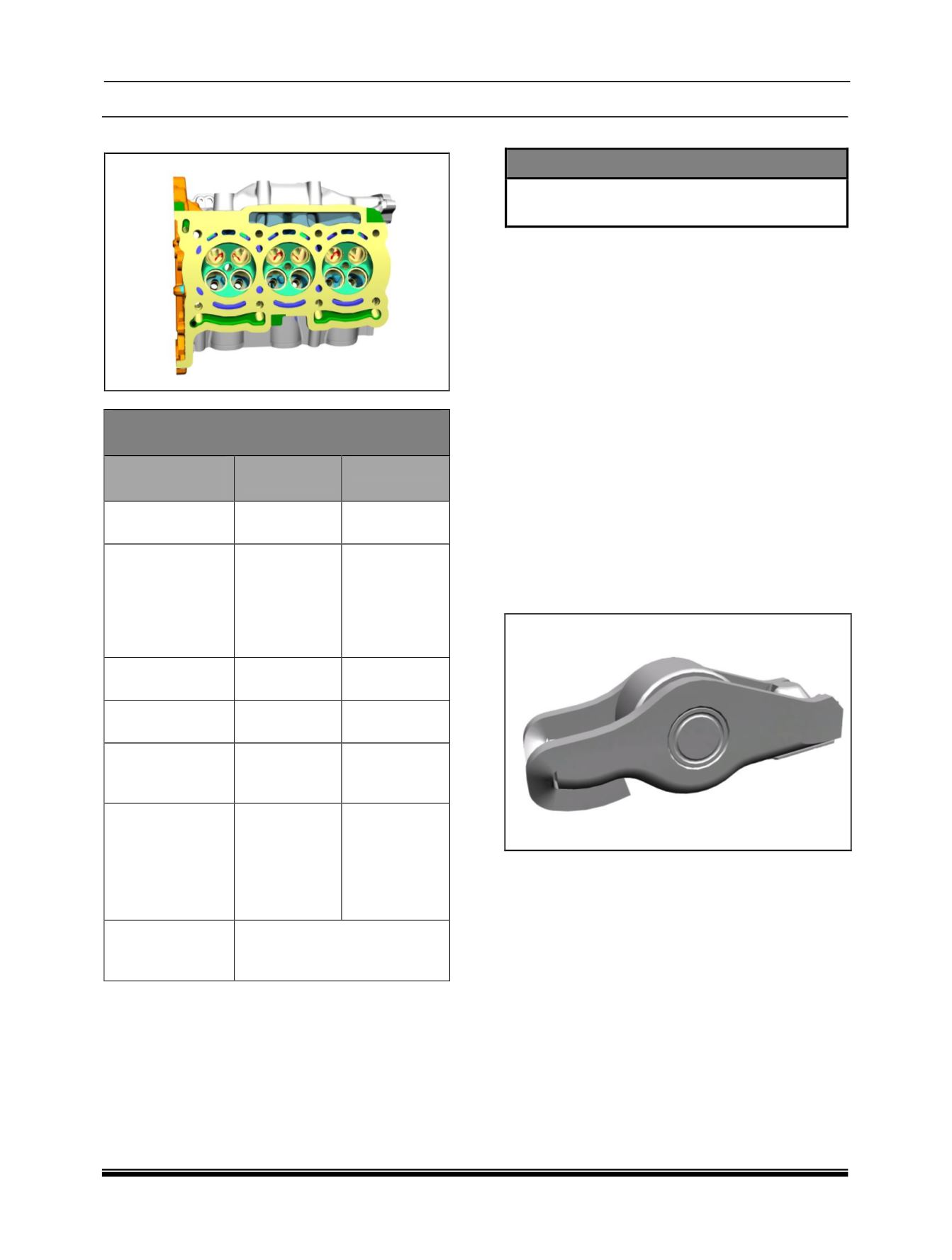
F. Roller Finger Follower :
1. Measure the diameter along several points of
both rocker arm roller. The rocker arm roller
diameter should be Ø17.0 -0.016/-0.027 mm.
Replace the rocker arm if deformed.