








 395 / 1232
395 / 1232

ENGINE 1.3L QUADRAJET (90PS)
58
15.Check that the diameter of the main journal seats
is within specified limits (without fitting the half-
bearings).
3A.1.2.3.4 ENGINE BLOCK -
MEASUREMENT, INSPECTION & GRADE
DETERMINATION
1. Clean sealant residues off the mating surfaces
between: cylinder head extension/lower cylinder
head, upper crankcase/lower crankcase and lower
crankcase/crankcase sump.
2. Clean the parts removed thoroughly and check their
condition visually.
3. Fit the water/oil sealing plugs in the crankcase
using suitable fitting tools.
4. Lubricate all the mechanical components with
engine oil.
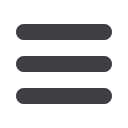
5. Measure the cylinder bore diameter using the
diagram illustrated.
6. Check for the values to be within the recommended
values for the respective grades as shown below.
1 Cylinder liner diameter -
69.600 ~ 69.610
GradeA (mm)
1 Cylinder liner diameter -
69.610 ~ 69.620
Grade B (mm)
1 Cylinder liner diameter -
69.620 ~ 69.630
Grade C (mm)
7. Check that the taper of the cylinder liners/bores is
within the recommended limits of lesser than
0.010mm
Cylinder liner taper (mm)
< 0.010
8. Check that the ovality of the cylinder liners is within
the recommended limits.
Cylinder liner ovality (mm)
+/- 0.005
9. If the cylinder bore measurements are not within
the recommended limits, ream the cylinder bores
following the recommended oversize of 0.1mm.
Cylinder liner diameter oversize (mm)
0.1
NOTE :
If reaming is undertaken, ensure that all the bores
have the same oversize.
10 Use an appropriate support tool to replace the upper
crankcase on the overhaul stand.
11 Refit the lower crankcase locating bushes in their
seats.
12 Provisionally fit the lower engine block on the upper
engine block to measure the main journal seats
and then remove it.
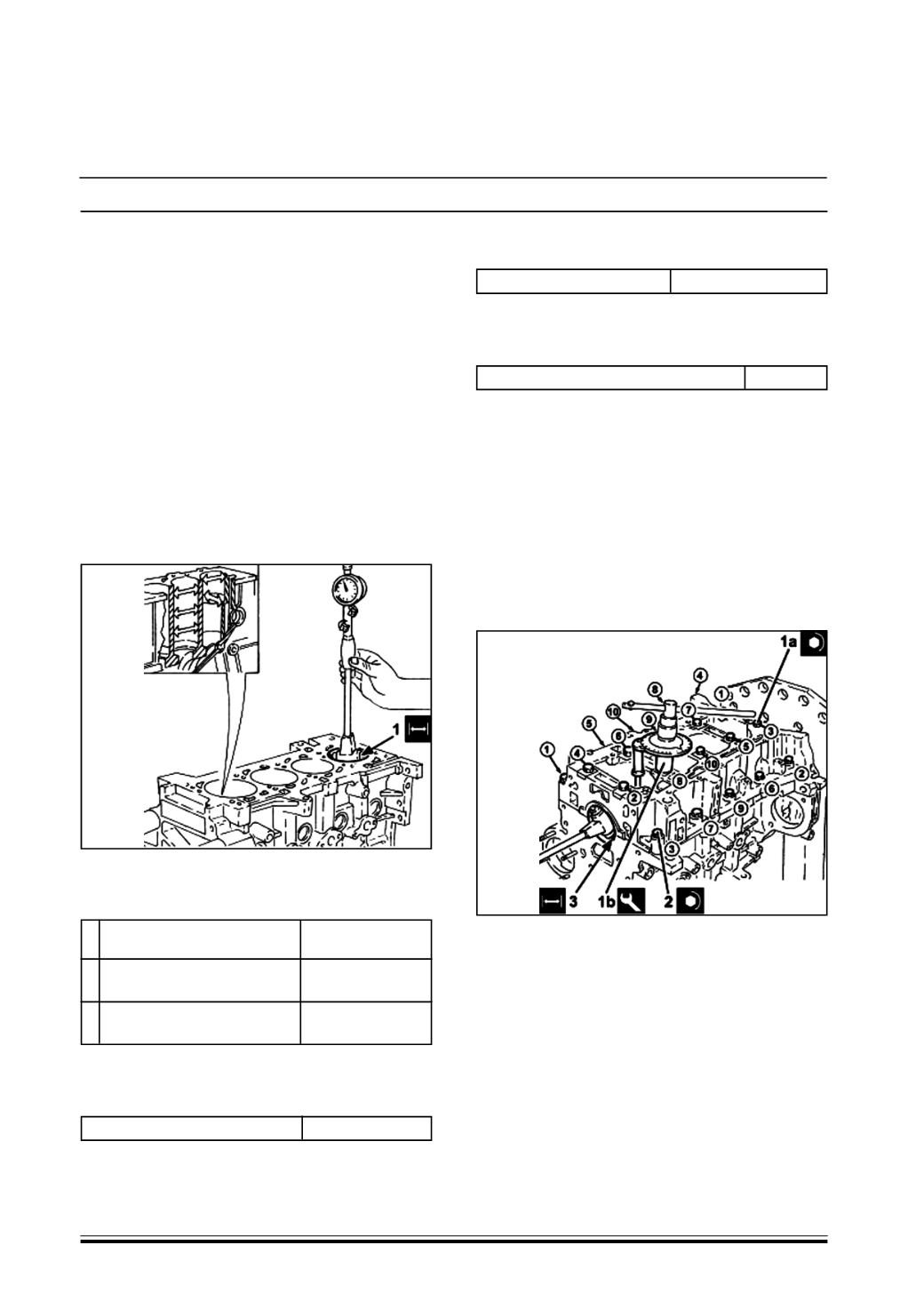
13.Loosen the central M10 bolts (1a) securing the
lower crankcase to a torque of 1.9 ~ 2.1Kg-m +/-
3
0
, following the order shown in the figure. Use the
angular tightening tool (1b).
14.Tighten the lower crankcase side M8 bolts to a
torque of 2.9 ~ 3.2 Kg-m, following the order shown
in the figure.