







 112 / 1236
112 / 1236

ENGINE
80
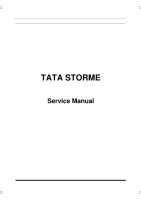
16.Check connecting rod big end parent bore di-
mension.
17.Ifconnecting rod big end parent bore is slightly
more than maximum permissible limits, it is pos-
sible to reclaim the connecting rod provided the
wear is confined only to connecting rod bearing
cap. In such cases the connecting rod bearing
cap mating surface can be slightly faced. The
parent bore should then be finished on a connect-
ing rod boring machine.
18.Ensure that the connecting rod big end and small
end axis are parallel to each other within the
specified limits. Centre to centre distance be-
tween connecting rod small end and big end is
maintained within specified limits.
19.Ifone or more connecting rods are to be re-
placed, ensure that difference in weight of
connecting rod in one engine is within permissible
limits.
20.Install new pair of connecting rod bearing shell
according to size of crank pin journal diameter,
making sure that securing lugs of bearing shells
are properly seated in grooves of connecting rod
and its bearing cap.
! CAUTION
Lower and upper bearings are not interchangeable.
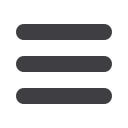
21.Install connecting rod bearing cap with bearing
shell on connecting rod. Tighten connecting rod
bearing cap mtg. nuts to specified torque
22.Measure connecting rod bearing bore. Record the
readings in the format given in this manual.
23. If connecting rod big end parent bore dimension
is maintained within specified limits, proper bear-
ing bore dimension is automatically achieved.
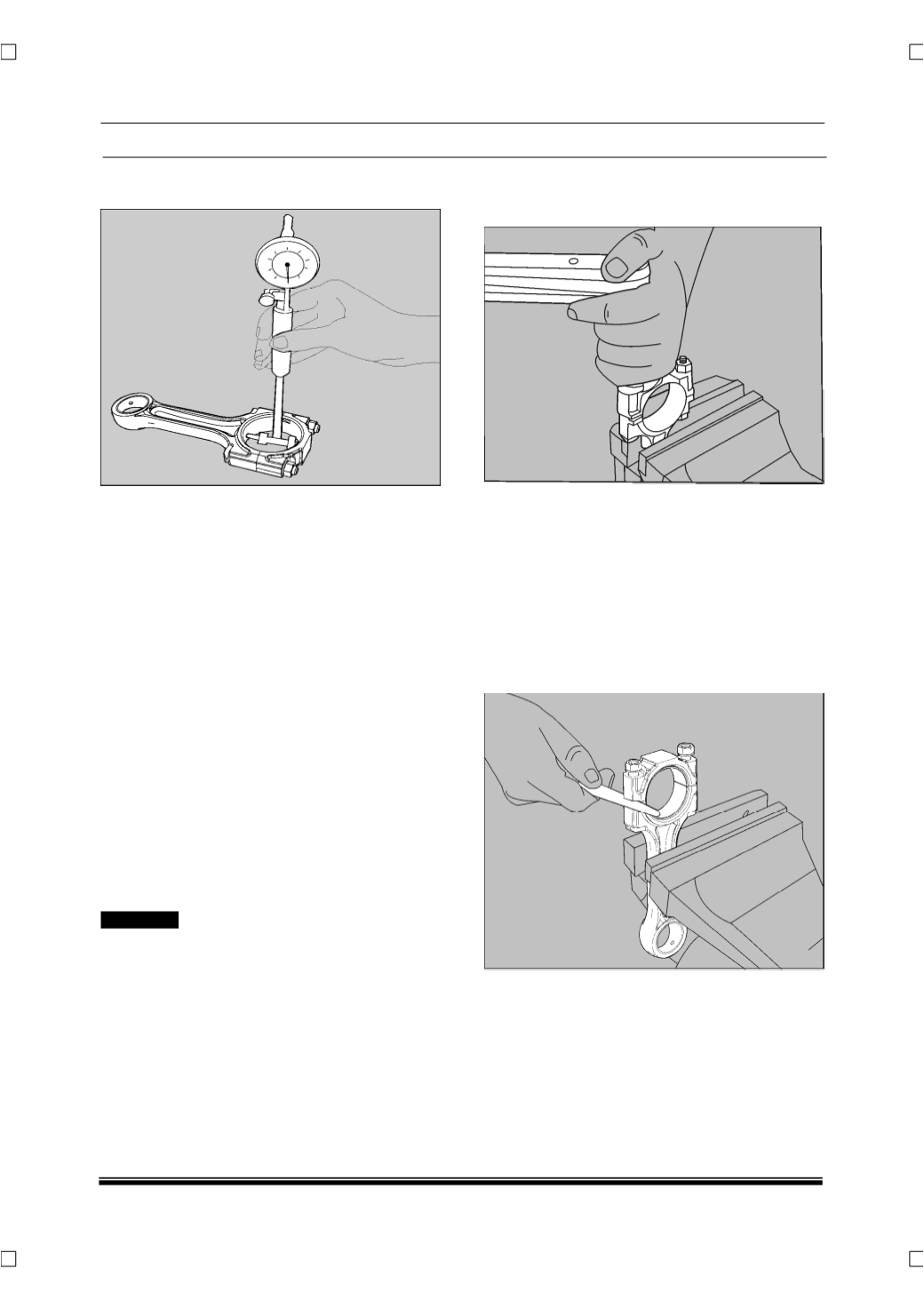
24.However, it must be physically measured and
confirmed. Measure pretension of connecting rod
bearing shell with a feeler gauge after loosening
connecting rod bearing cap mounting nut on op-
posite side of bearing shell lug.
Pretension Gap: 0.120 to 0.180 mm.
NOTE
Connecting rod bearing shells are precision finished
and should not be bored or scraped.