







 187 / 1588
187 / 1588

42
486 PL ENGINE
P
If taper and ovality is found to exceed specified limit
or bore dimension is not as specified,
Machine bore to next over size
Criteria to choose the bore size :
l
Bore diameter of worn out cylinder bore.
l
Size of next piston available.
l
Recommended clearance between piston and
bore.
l
Required bore diameter.
NOTE :
0.050 to 0.070 mm stock should be left for honing.
CAUTION :
Maintain the parallality of cylinder bore axis and
perpendicularity to axis of crank shaft
Clean block & all passages thoroughly
Check water jackets and oil passages for leakage
at air pressure 5 bar, under water.
If block is to be stored apply grease to machined
surfaces.
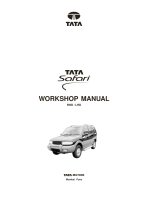
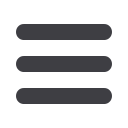
CYLINDER HEAD
Mating Surface
Using a straight edge and feeler gauge, check
cylinder head mating surface with crank case.
Fig. 92 & 93
If unevenness exceeds permissible limits, replace
cylinder head.
CAUTION :
CYLINDER head top and bottom surface
re-machining in service is NOT permitted.
Fig. 93
Fig. 92